Neįprasto grožio ir įvairovės metamorfinė uola, marmuras, jau keletą tūkstantmečių buvo svarbi statybinė medžiaga. Dėl šiuolaikinių technologijų tikslumo, marmuras tapo vis labiau prieinamas ir prieinamas vartotojams. Marmuro gamybos patobulinimai (marmuro „gamyba“) apima sprogmenis, kompozitinius gręžtuvus, vielinius pjūvius su deimantiniais dygliais, ypač greitus pjūklus, epoksidinį sandarinimą ir kompiuteriu valomą poliravimą.
 1a pav
1a pavĮvadas
 1a pav
1a pavGavyba
 1b pav
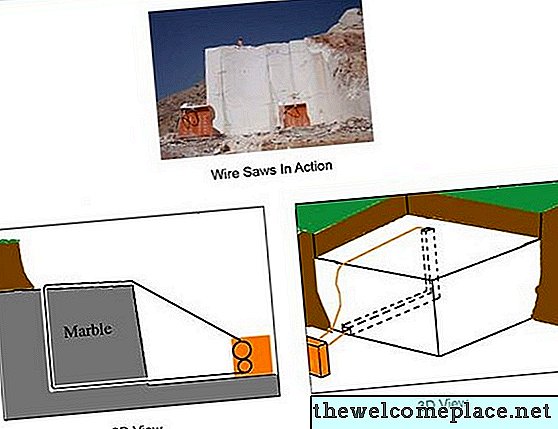
1b pavEkstrahavimo metu masyvūs kubo pavidalo marmuro gabalai yra išpjaunami iš žemės ir gabenami iš karjero. Norėdami sumažinti įtrūkimų, įtrūkimų ir kitokio estetinio akmens pažeidimo riziką, gamintojai marmurui švelniai atskirti naudoja „vielinio pjovimo“ metodą (1a ir 1b paveikslai). Pirmiausia statmenai viena kitai gręžiamos dvi 3 colių pločio skylės. Kai skylės sujungiamos, sunki viela, įdėta dirbtiniais deimantais, praleidžiama ir pritvirtinama prie smagračio, sudarančia kilpą. Galingas variklis didžiulį sukimo momentą veikia smagračiui, kuris labai greitai cirkuliuoja į deimantais įterptą laidą. Kadangi deimantas yra daug kietesnis nei marmuras, trintis greitai jį nusidėvi, palikdama sklandžiai supjaustytą plokštumą.
Po viso nusidėvėjimo išgręžiama dar viena statmena skylė ir procesas kartojamas, nupjaunant kitą vertikalią plokštumą. Horizontalioje plokštumoje vielinis pjūklas nupjauna apie 80 procentų marmuro, paliekant apskritimą centre. Šiuo metu viela nuimama, o hidraulinio ekskavatoriaus mašina verčia pleištą į horizontaliai supjaustytas plokštumas, kad vertikali plokštuma būtų laisva. Galiausiai kranas pakrauna detalę į sunkvežimį ar geležinkelio mašiną, kad gabentų į gamybos cechą.
Gaujos pjovimas
 2 pav
2 pavGamybos ceche gabalas yra pakraunamas ant platformos, kurios apačioje yra hidrauliniai keltuvai. Virš šios platformos yra „gaujos pjūklas“, dešimčių 10–15 pėdų ilgio plieninių pjūklelių eilė, sujungta su alkūniniu velenu per stūmoklius (2 paveikslas). Milžiniškas variklis suka smagratį, kuris pasuka alkūninį veleną ir neįtikėtinu greičiu juda pjūklo mentę pirmyn ir atgal horizontaliai. Kiekvienas pjūklo diskas yra išdėstytas pagal atstumą pagal norimą gautų plokščių storį, paprastai 3 cm (nors ir 2 cm yra gana įprasta). Peiliams einant pirmyn ir atgal, hidrauliniai keltuvai stumia bloką į juos, pjaustydami plokštes. Baigę darbą, du darbuotojai švelniai išlenks kiekvieną plokštę, pritvirtins prie jos specialų spaustuką ir, naudodami lubose montuojamą gervę, pakels ją į apdailos vietą.
Poliravimas ir sandarinimas
Plokštė klojama žemyn, o mašina su susmulkintu, deimantu įbrėžtu šlifavimo padu šlifuoja plokštės paviršių tol, kol ji yra lygi ir neryškiai atspindinti. Tada darbuotojas (arba mašina, atsižvelgiant į parduotuvę) ant paviršiaus purškia tolygiu epoksidinio sandariklio sluoksniu ir palieka jį džiūti 48 valandas. Šilumos lempos gali paspartinti šį procesą. Išdžiūvus, plokštė apverčiama ir procesas kartojamas į priešingą pusę. Poliuruotos ir užplombuotos, paruoštos plokštės išsiunčiamos mažmenininkams ir platintojams.
Vandens srovės pjovimas ir šlapio pjovimo darbai
 3 pav
3 pavMažmenininko parodų salėje plokštės eksponuojamos milžiniškais, geležies oksidu dengtais molbertais, kad klientai galėtų juos pamatyti. Pasirinkęs plokštę (-es), klientas pateikia savo projekto matmenis (virtuvės stalviršius, rutulines grindis ar vonios kambarį) pardavėjui, kuris nubraižo formas ant pačios plokštės.
Norėdami iškirpti šiuos gabalus, gamintojai tradiciškai naudojo procesą, vadinamą „šlapiu pjovimu“, kai žiediniai pjūklai, padengti volframo karbidu, pjaustomi per plokštę, o ant ašmenų nuolat purškiami vandens srautai, kad jie neperkaistų.
Šiandien dauguma gamintojų naudoja technologiją, vadinamą „vandens srovės pjovimu“, kad supjaustytų gabalus, padarytų skylutes prietaisams ir sudarytų nuožulnius kraštus. Pjaunant vandens srove, vanduo suslėgtas iki 60 000 psi ir leidžiamas iššauti koncentruota srove. Važiuodamas 2,5 karto didesniu nei garso greičiu srautas maišo orą su milteliniu abrazyvu (pvz., Aliuminio oksidu ar granatu) prieš trenkdamas į marmurą (3 paveikslas). Rezultatas yra tiksli hipererozija, kuri gali būti naudojama tiek dvimatėse, tiek trimatėse programose. Dėl šio tikslumo laipsnio (mikrometrų diapazone) kompiuteris kontroliuoja visą pjovimo procesą.